
Page 23 - ماهنامه بازار چرم و کفش - شماره 223
P. 23
فناوری
ولی در حالت یک تیکه و تزریق یکباره برای چنین زیره هایی با ضخامت -7عدم کنترل صحیح دســتگاه تزریق در حین تولید و تســت گیری
بالا باعث می شود که زیره در نقطه انعطاف و خمش قبل از اینکه بتواند خم دقیق و همچنین عدم نظارت دقیق در پروسه تولید.
شود باعث افزایش زاویه شکست و در نتیجه پارگی زیره می شود. نکته مهم :همانطوریکه گفتیم برای تولید زیره های مختلف بستگی به
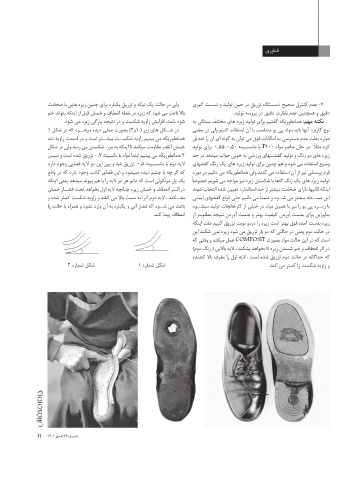
در شــکل های زیر ( 1و )2بصورت عملی دیده میشــود که در شکل 1 نوع کاربرد آنها باید مواد پی یو متناسب با آن استفاده کنیم ولی در بعضی
همانطوریکه می بینیم زاویه شکســت بیشــتر است و در قسمت زاویه تند موارد بعلت عدم دسترسی به امکانات فوق می توان به گونه ای ان را تعدیل
خمش آنقدر مقاومت میکند تا اینکه به مرز شکستن می رسد ولی در شکل کرد مثل ًا :در حال حاضر مواد T400با دانســیته 0.55-0.50برای تولید
2همانطوریکه می بینیم ابتدا مواد با دانسیته 0.7تزریق شده است و سپس زیره های دو رنگ و تولید کفشــهای ورزشی به خوبی جواب میدهد در حد
لایه دوم با دانســیته 0.5تزریق شد و بین این دو لایه فضایی وجود دارد وسیع استفاده می شود و هم چنین برای تولید زیره های یک رنگ کفشهای
که گر چه با چشم دیده نمیشود و این فضای کاذب وجود دارد که در واقع فرم پرسنلی نیز از آن استفاده می کنند ولی همانطوریکه می دانیم در مورد
یک پل مولکولی است که دائم هر دو لایه را با هم پیوند میدهد یعنی اینکه تولید زیره های یک رنگ گاهاً با شکستن زیره نیز مواجه می شویم خصوصاً
در اثــر انعطاف و خمش زیره چنانچه لایه اول بخواهد تحت فشــار خمش اینکه قالبها دارای ضخامت بیشتر از حد استاندارد تعیین شده انتخاب شوند
بشــکند ،لایه دوم آنرا به سمت بالا می کشد و زاویه شکست کمتر شده و این مســئله بیشتر می شــود و ضمناً می دانیم حتی انواع کفشهای ایمنی
باعث می شــود که فشار آنی و یکباره به آن وارد نشود و همراه با حالت پا با زیــره پی یو را نیز با همین مواد در خیلی از کارخانجات تولید میشــود
بنایراین برای بدست آوردن کیفیت بهتر و بدست آوردن نتیجه مطلوبتر از
انعطاف پیدا کند. زیره بدست آمده فوق بهتر است زیره را دردو نوبت تزریق کنیم علت اینکه
در حالت دوم یعنی در حالتی که دو بار تزریق می شود زیره نمی شکند این
شکل شماره 2 شکل شماره 1 است که در این حالت مواد بصورت COMPOSITعمل میکند و وقتی که
در اثر انعطاف و خم شــدن زیره تا بخواهد بشکند ،لایه بالایی ( رنگ دوم)
که جداگانه در حالت دوم تزریق شده است ،لایه اول را بطرف بالا کشیده
و زاویه شکست را کمتر می کند.
شمــاره l۲23مهر11 ۱۴۰2